

随着科技的高速发展,建筑建材日新月异,节能环保已成为全球人类的必经之道,如何在有限的资源条件下创造更多更好的财富,将是人类适应社会推动社会发展的一大课题,建筑市场作为世界发展的主要经济动脉,其建材的合理充分利用也正从点滴中得以重视,新工艺、新技术正普及其中。
某小区开发建设16层~18层高层框剪结构住宅群,住宅内设有无梁全现浇地下车库兼作人防设施。其中住宅12幢,建筑总面积26万m2,地下车库约2万m2,总工期600 d。该小区所有工程钢筋级别主要是HPB235,HRB335,HRB400,整个建设项目的受力钢筋接头数量很大,所有受力钢筋直径不小于16的钢筋接头经考察研究确定采用剥肋滚压直螺纹机械连接技术施工。
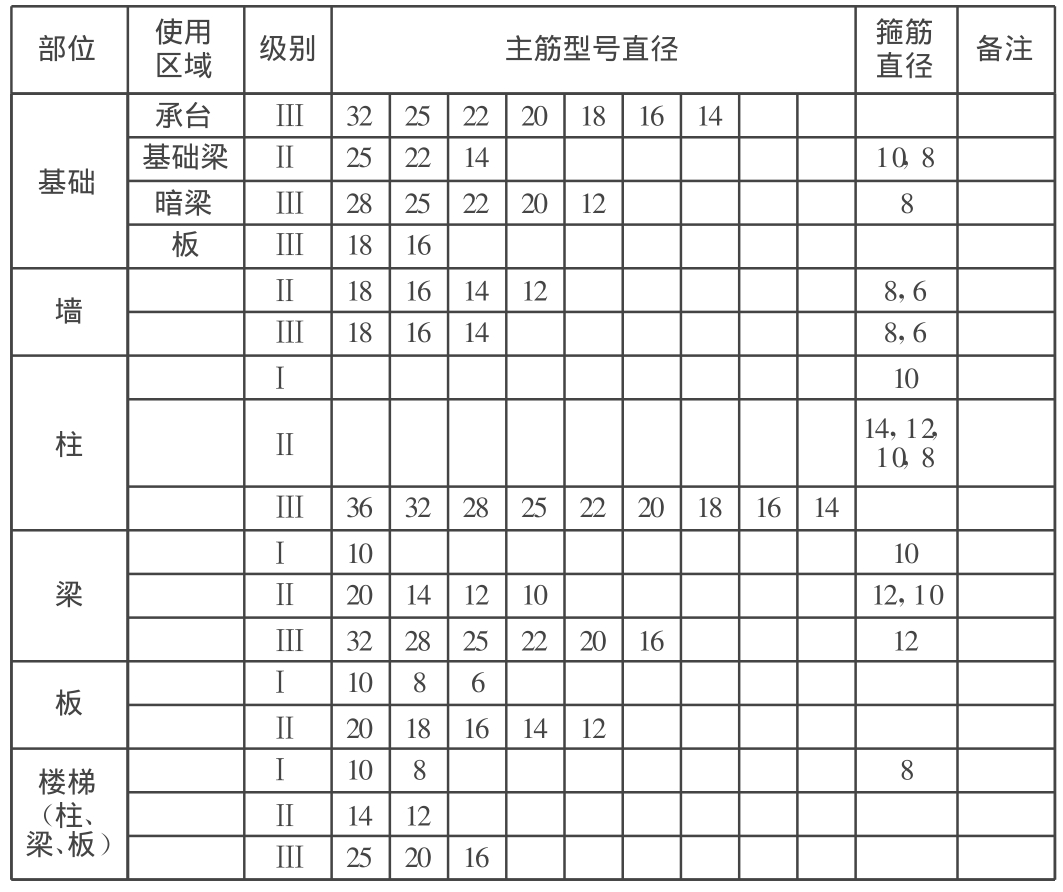
1 主要部位钢筋直径及用量
主要部位钢筋直径及用量见表1。
表1 主要部位钢筋直径及用量一览表 mm
2 施工工艺及原理
2.1 工艺原理
通过机械对直螺纹钢筋进行剥肋套丝,用采购的钢筋连接套筒进行同径或异径连接,以达到工程设计要求的配筋长度。其抗压、抗拉等物理性能均达到标准。
2.2 工艺流程
合理进行钢筋下料→钢筋切割→钢筋端头齐平处理→剥肋滚压螺纹→丝头质量检验→带帽保护→存放待用。
3 施工准备
3.1 原材料采购与供应
钢筋:采用符合标准及图纸设计要求的标准钢筋,钢筋入场后应索取相关的出厂合格证,并按规范要求取样进行试验,试验合格方可使用。
钢筋连接套筒:剥肋滚压直螺纹接头所用的连接套筒采用优良碳素结构钢,接头连接套筒采用标准型套筒,并索要出厂合格证。
3.2 机具准备
剥肋滚压直螺纹连接机具,视工程钢筋剥肋量确定入场数量。入场后由专业机械工和电工安装调试运行,机具运转正常方可大批量施工。
4 剥肋滚压直螺纹套筒钢筋丝头加工
1)钢筋端面平头:采用无齿砂轮切割机平头(严禁气割),保证钢筋端面与母材轴线方向垂直。
2)剥肋滚压螺纹:使用钢筋剥肋滚压直螺纹机,将待连接钢筋的端头加工成螺纹,加工时应注意同根钢筋两个端头螺纹的方向,并用套筒试套,丝头不得过硬或过软,并在机械加工时注意浇水,防止因机械加工过热产生钢性变异。
3)丝头质量抽检:项目经理部、质量部、工程部协同监理或业主进行丝头抽样检验,并随意抽取相关数目的丝头用钢筋连接套筒连接完成后,送科研所进行物理性能试验。
4)带帽保护:用专用的钢筋丝头塑料保护帽进行保护,防止螺纹被磕碰或被污物污染。
5)存放待用:按规格型号及类型进行分类码放,并标注型号及数量,应放置于现场封闭库房内,不得淋雨和受潮。
5 连接使用
1)待钢筋原材料和接头试验报告合格后,钢筋按所使用部位吊运至现场,操作人员采用力矩钳进行连接,连接过程需两人相互配合,并要求尽量使钢筋中心线保持一致,套筒外端无外露丝纹。
2)钢筋连接前,回收丝头上的塑料保护帽和套筒端头的塑料密封盖,并检查钢筋规格是否与连接套筒的规格一致,检查螺纹扣是否完好无损。如发现杂物或锈蚀,应用铁刷清理干净。
3)竖向钢筋连接时,应从下向上依次连接;水平钢筋连接时,应从一端向另一端依次连接,不得从两头往中间连接。
4)同径或异径正丝扣连接时,将待连接的两根钢筋丝头拧入钢筋连接套筒,用两把专用扳手分别卡住待连接钢筋,将钢筋接头拧紧,使两钢筋丝头在套筒中间位置顶紧。
5)正反丝扣连接时,将待连接的两根正反丝扣钢筋同时对准正反丝扣连接套筒,用两把专用扳手分别卡住待连接钢筋,再用第三把扳手拧紧连接套筒。
6)可调丝头连接时,先将钢筋连接套筒和锁紧螺母全部拧入长丝头钢筋端,再把短丝头钢筋端对准套筒,旋转套筒使其从长丝头钢筋头中逐渐退出,并进入短丝头钢筋头中,与短丝头钢筋头拧紧,然后将锁紧螺母旋出,并与套筒拧紧定位。
7)连接完的接头应立即用油漆做标记,防止漏拧。
8)钢筋连接套筒的混凝土保护层厚度应符合设计要求,且不得小于15 mm,连接套筒间横向净距不宜小于25 mm。
9)直螺纹连接接头与钢筋绑扎搭接接头的设置相比具有很大优势,可提高施工速度、增加工效、缩短工期。搭接接头同直螺纹连接“接头面积允许百分率”见表 2。10)钢筋连接完成,经监理、设计、建设等相关单位人员共同验收合格后,即可进行下道工序施工。
表2 搭接接头同直螺纹连接“接头面积允许百分率” %

表3 经济效益分析表

6 实施情况总结
6.1 经济效益分析
经济效益分析见表3。
6.2 综合效益
本工程大直径钢筋接头采用剥肋滚压直螺纹机械连接接头,加快了施工进度,保证了工程质量,节约了钢材,节省了劳动力投入,扣除连接件成本,该技术在本项目工程中节约资金约18万元,经现场质量外观检验和取样试验,均符合设计强度要求及钢筋机械连接质量验收标准规定,节约钢材约36 t,深受业主、监理和设计单位的表扬,值得推广。



固力士最新产品
钢筋直螺纹套筒

- 直螺纹套筒是传递钢筋轴向拉力或压力的钢筋机械接头用的钢套管。直螺纹套筒分为直接滚轧直螺纹套筒、剥肋滚轧直螺纹套筒和镦粗直螺纹套筒。 直螺纹套筒的连接方法就是将待连接钢筋端部的纵肋和横肋用滚丝机采用切削的方法剥掉一部分,然后直接滚轧成普通直螺纹,用特制的直螺纹套筒连接起来,形成钢筋的连接。钢筋剥肋滚压直螺纹连接技术属国内外首创技术发明,达到国际先进水平; 剥肋滚压直螺纹连接技术高效、便捷、快速的施工方法和节能降耗、提高效益、连接质量稳定可靠等优点得到了广大施工单位和业主的青睐。是直螺纹连接技术的一种新型产品。
钢筋镦粗套筒

- 镦粗直螺纹套筒连接是利用镦粗机先将钢筋端部镦粗,然后再利用专用机床对镦粗段进行套丝,通过钢筋端头特制的直螺纹和直螺纹套筒咬合形成整体的一种连接方式。
2、特点:1、镦粗段钢筋切削螺纹后所得截面积大于钢筋原截面积,即螺纹不削弱截面,从而确保接头强度大于钢筋母材强度。
2、施工连接时不用电、不用气、无明火作业,无漏洞、空气染污,现场施工时,雨、雪、低温状态等均可施工,并适用于水下、易燃、超高等特殊施工环境。
异径型直螺纹钢筋套筒

- 1、采用45号优质碳素结构钢材的钢筋套筒,设计合理,工艺先进,尺寸精度高,连接质量可靠。 2、各规格钢筋套筒的基本参数,全部按照HRB400级钢筋的强度要求进行结构设计,对HRB335、HRB400级钢盘均可适用。 3、性能指标经“国家建筑工程质量监督检验中心”检测,均达JG/T 163-2013中“I”级接头的要求。
正反丝型直螺纹钢筋套筒

- 直螺纹套筒是传递钢筋轴向拉力或压力的钢筋机械接头用的钢套管。直螺纹套筒分为直接滚轧直螺纹套筒、剥肋滚轧直螺纹套筒和镦粗直螺纹套筒。 直螺纹套筒的连接方法就是将待连接钢筋端部的纵肋和横肋用滚丝机采用切削的方法剥掉一部分,然后直接滚轧成普通直螺纹,用特制的直螺纹套筒连接起来,形成钢筋的连接。钢筋剥肋滚压直螺纹连接技术属国内外首创技术发明,达到国际先进水平; 剥肋滚压直螺纹连接技术高效、便捷、快速的施工方法和节能降耗、提高效益、连接质量稳定可靠等优点得到了广大施工单位和业主的青睐。是直螺纹连接技术的一种新型产品。
HRB500直螺纹套筒

- HRB500直螺纹套筒工作原理采用牌号为 45 号的圆钢或无缝钢管制造,其机械性能、化学成分应符合GB/T 699、GB/T 8162 的规定。力学性能应符合相应国家或行业标准的规定,并经过型式检验确认。
大型全自动直螺纹滚丝机

- 固力士HGS-40D大型全自动直螺纹滚丝机,由机架夹紧机构、进给滑板、减速机及滚丝头,冷却系统和电器系统组成,主要用于建筑工程带肋钢筋的直螺纹丝头加工。
全灌浆套筒

- 灌浆套筒是钢筋套筒中的新兴品种。传统的灌浆套筒生产成本居高不下,生产效率低,制约了住宅产业化的进程,固力士生产的全灌浆套筒,采用特殊定制材料,为全灌浆连接。生产工艺先进,采用固力士自主研发的专利设备,加工速度快,精度高,可大批量生产。100%保证产品质量,生产过程和工序的检测严格按照标准执行,同时对原材料和产成品按组批规则分批次抽样检验,其加工精度已高于国家规定的标准值。
半灌浆套筒

- 灌浆套筒是钢筋套筒中的新兴品种。传统的灌浆套筒生产成本居高不下,生产效率低,制约了住宅产业化的进程,固力士生产的全灌浆套筒,采用特殊定制材料,为全灌浆连接。生产工艺先进,采用固力士自主研发的专利设备,加工速度快,精度高,可大批量生产。100%保证产品质量,生产过程和工序的检测严格按照标准执行,同时对原材料和产成品按组批规则分批次抽样检验,其加工精度已高于国家规定的标准值。
同类文章排行
- 冷挤压连接套筒实操工具清单:除了液压机,这 4 样东西不能少
- 套筒连接和直螺纹连接有什么区别
- 钢筋冷挤压套筒厂家关于冷挤压工艺的介绍
- 钢筋可焊接套筒强度不够怎么办?
- 钢筋直螺纹连接套筒的合格标准
- 如何提高滚丝机滚丝轮使用寿命?
- 建筑钢筋的3种连接方式有哪些
- 钢筋的理论重量计算方法
- 钢筋直螺纹套筒安装步骤
- 钢筋机械连接套筒的术语和定义
最新资讯文章
您的浏览历史
